
电 话:189-7722-4100
邮 箱:2783057839@qq.com
网 址:www.lgzowo.com
地 址:柳州市柳南区太阳村镇西鹅村中高沙二屯19号

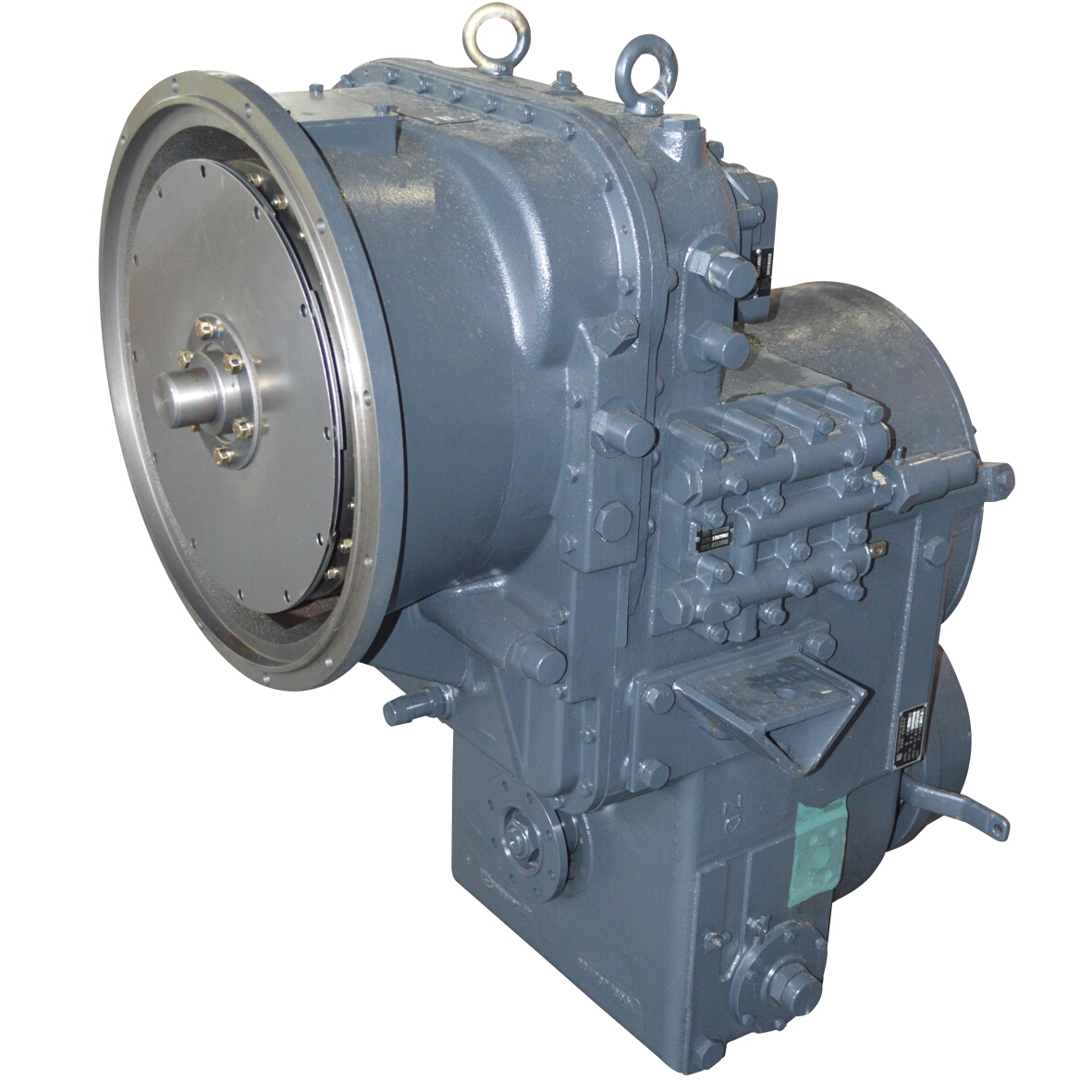
柳工装载机主传动由蜗轮蜗杆减速机基本结构主要由传动零件蜗轮蜗杆、轴、轴承、箱体及知其附件所构成吉林装载机主传动可分为有三大基本结构部:箱体道、蜗轮蜗杆、轴承与轴组合。箱体是蜗轮蜗杆减速机中所有配件的基座,是支承固定轴系部件、保证传动配件版正确相对位置并支撑作用在减速机上荷载的重要配件。蜗轮蜗杆主要作用传递两交错轴之间的运动和动力,轴承与轴主要作用是动力传递、运转权并提高效率。
柳工装载机主传动系统包括工作装置百和转向系统。工作装置系统又包括动臂升降液压缸工作回路和转斗液压缸工作回路,两者构成串并联回路。当转斗液压缸换向阀3—离开中位,即切断了通度往动臂升降液压缸换向阀11—的油路。欲使动臂升降液压缸动作必须使转斗液压缸换向阀3回到中位。因此,动臂与铲斗不能进行复合动作,所以各液压缸的推力较大,这是吉林装载机主传动广泛采用的液压系统形回式。根据装载机作业要求,液压传动系统应该完成下述工作循环:铲斗翻转升起(铲装)→动臂提升锁紧(转运)→铲斗前倾答(卸载)→动臂下降.

柳工装载机主传动的工作装置在装配和使用过程中,主要存在以下问题:(1)装配困难。部件装不上或装配后铰接处转动不灵活,此时需要拆卸吉林装载机主传动下来进行火焰校正或到胎具上校正。有时几个部件虽然能够装配起来,但由于零件公差超标,易造成局部磨损和干涉,留下隐患。(2)整机装配出厂后使用一段时间出现质量事故。如摇臂弯曲扭断、动臂变形、横梁开焊、铲斗拉斜撕裂、液压缸拉伤漏油及活塞杆弯曲等。主要原因:工作装置在制造过程中,由于焊接精度不良,造成装配困难,使机器工作中各零件受力不正常,引起磨损及破坏;液压缸不合格也是造成工作装置装配困难和破坏的重要因素。装载机工作装置损坏一般集中在前车架、动臂和液压缸等部件上。

必须拿掉柳工装载机主传动抽出缸体,换上油封,在安装缸体,把吉林装载机主传动装上车就行了来,安装过程中注意液压油管接口的保洁,最好用塑料袋套住,防止杂物进入。油源封是用来封油(油是传动系统中最常见的液体物质,也泛指一般的液体物质之意)的机械元件,它将传动部件中需要润滑的部件与出力部件隔百离,不至于让润滑油渗漏。静密封和动密封(一般往复运动)用密封件叫密封件。度油封的代表形式是TC油封,这是一种橡胶完全包覆的带自紧弹簧的双唇油封,一般说的油封常指这种tc骨架油封。

柳工装载机主传动的故障主要是由导轮磨损引起的,应从导轮磨损上找原因。吉林装载机主传动为双导轮综合变矩器,两导轮是与自由轮外圈装在一起,自由轮机构是棘轮结构,导轮旋转方向与发动机旋转方向相同。导轮磨损原因一是当第一导轮给予从涡轮传过来压力油力矩时,同时也受到压力油给予导轮的反作用力矩,致使第一导轮在高速旋转时受到轴向挤压力,轴向挤压力使第一导轮旋转时与止推挡圈接触面之间产生摩擦。同样,第二导轮也受到第一导轮传过来的压力油的反作用力矩,致使第二导轮在轴向挤压力作用下与自由轮座圈之间产生摩擦。原因二是两导轮与自由轮座圈、止推挡圈接触面之间接触面积偏小,挤压形成的压强大,高速旋转时两接触面之间润滑困难,产生摩擦。摩擦产生的热量致使局部温度过高,润滑性能下降,导致两轮磨损加快。原因三是导轮与自由轮座圈、止推挡圈材质不同,当然,最先受损的是硬度较小的铝质合金导轮。出现磨损后,产生磨粒,因变矩器为一个高速旋转体,固体颗粒将使各工作轮的摩擦力和磨损增加,进一步加剧了各元件的磨损。同时,随着导轮的磨损,两导轮产生轴向位移,改变了两导轮的工作特性。另外,油温过高,致使变矩器橡胶密封圈失效,产生泄漏,大大降低了变矩器的工作效率。





